REPAIRBLOG修理ブログ

毎月1日はプラウの日。お買い物でポイント5倍が貯まります。さらにLINE連携で3%OFFが実現!
 PLOW MEMBERS登録はこちらから
PLOW MEMBERS登録はこちらから
月別アーカイブ
カテゴリー
ブログ内検索
チェンソーのキャブレター調整方法 質問が多いので回答です
PLOWカスタマーサポート小関です
お電話や店頭でチェンソーのキャブレター調整方法の問い合わせを頂く事があります
皆さんご自分で調整したい様ですが原理を知らないまま調整するとエンジンが焼き付きます
チェンソーには↑の絵の様な調整スクリューが数本あるのでついかまってしまいがちですが…
PLOW店にもご自分で調整したけど余計調子が悪くなったなどの理由で修理に持ち込まれるユーザー様もいらっしゃいます
完璧に調整されたチェンソーは爽快に吹けあがりパワーを発揮しますが、間違ったセッティングをしたチェンソーは最悪の場合焼き付きます
とても簡単に焼き付きます

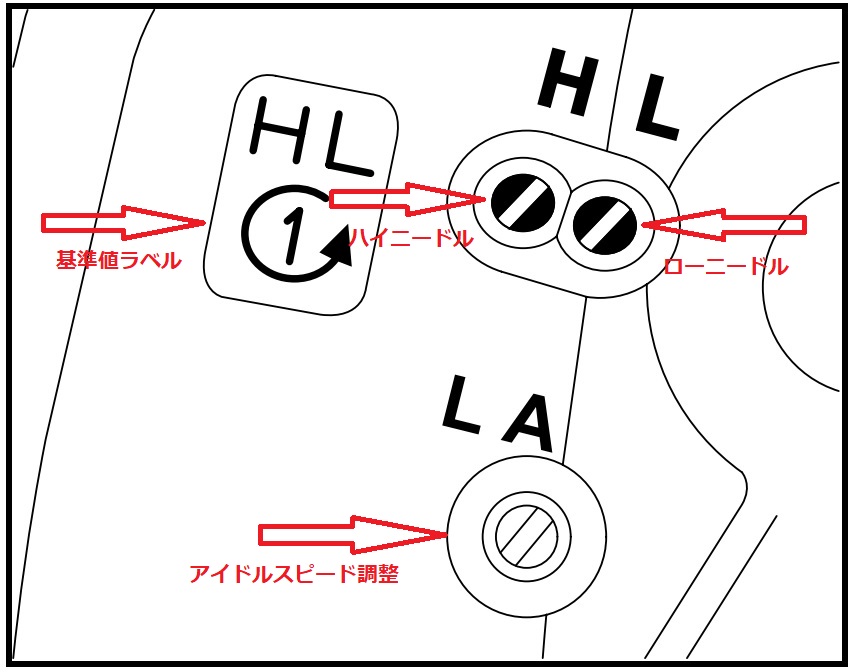
↑の写真はSTIHL MS230C
穴が3つありそれぞれの中に調整スクリューがあります
Lはローニードルと言って中低速域の空燃比コントロールに影響します
Hはハイニードル、最高回転領域の調整に使用します
LAはアイドルアジャストスクリュー
これはスロットルバルブの戻り位置を機械的に規制しています

では実際の調整方法原理って???って言うのを説明しますね

調整前に必ず*絶対に*必要な事があります
①エアクリーナエレメントが完全清掃されている事
詰まりがあるとチョークと同じ原理で空燃比が濃くなります
②燃料ストレーナが完全清掃又は新品に交換されている事
調整時は基本的に新品の燃料ストレーナに交換して下さい
これダメだとHニードルの調整の意味が失われることにつながります

スパークプラグや圧縮圧力、燃料ホースの亀裂などが無い事を確認できて初めてキャブレター調整を行えます
逆に上記のどれか一つでもNGだと調整してはいけません
チェンソーを破壊する事になります
一番最初の絵です
各メーカーでは基準ニードル戻し回転数を機種ごとに設定しています
サービスマニュアルに記載しているメーカーもあれば、機体にラベルを貼ってあるメーカーもあります
このニードル戻し回転数はあくまで基準値です
基準位置から調整を開始するスタートラインだと思って下さい
調整の第一段階は「基準戻し回転数にニードルを調整」
このデータが分からないとスタートできませんから注意してください
*慣れるとこの位置を感で出せるようになります
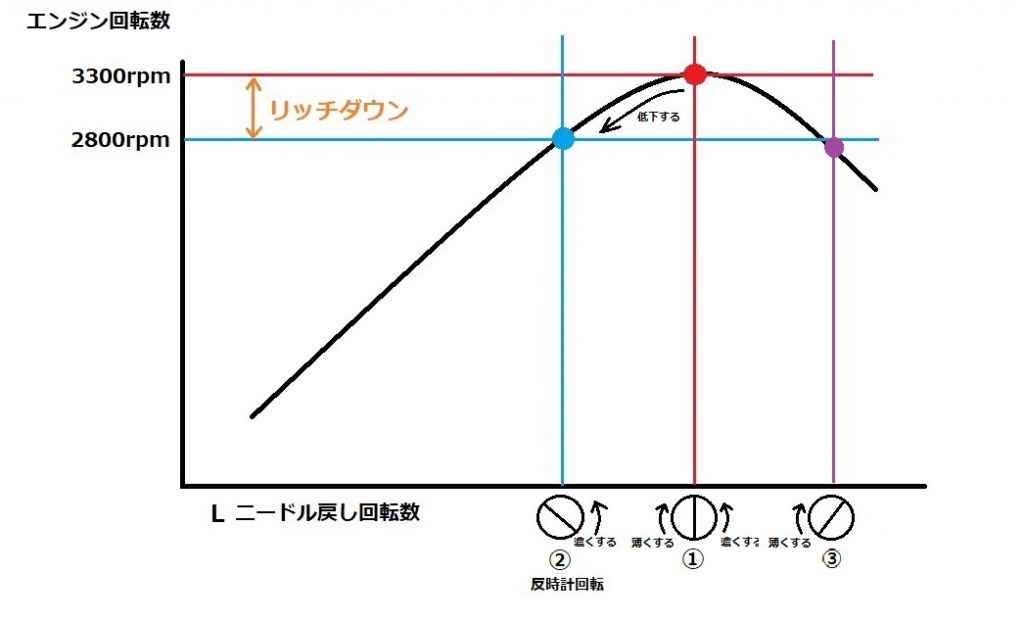
調整概念を図にしてみました
キャブレター調整で重要なのは「リッチダウン」という値です
↑図は調整時のL(ローニードル)を緩めたり締めたりした時の回転数変動
基準スタート位置にニードル戻し回転数を調整した後にエンジンを始動し暖機運転を十分に行います(エンジンが冷えていたりオーバーヒートしてるのはダメ)
調整例としてSTIHL MS230Cで説明します
この機種の調整値は下記
アイドリング回転数 :2800rpm
最高回転数 :14000rpm
リッチダウン :500rpm
暖気運転が完了したら調整に入ります
調整①L及びLAニードルで中低速域の調整を行います
↑の絵図(グラフ)の①赤線を見てください
基本調整位置からLニードルを締めこむ又は緩めると回転数うが上下動します
これは空燃比(空気とガソリンの混合割合)が変化するからです
MS230CではLニードルを回転させ一番回転数が上がる位置で3300rpmになるようにLニードル位置を調整します
この時、回転数が高くなりすぎる(3700rpm)を超える場合はLA(アイドルスクリュー)を緩め回転数が3300rpmになるよう調整します
Lニードルを左右に回転させ一番回転数が高い位置が3300rpmになったらLニードルを半時計方向(緩める方向)に回転させます
この動作で空燃比は濃くなりエンジン回転数は低下します
エンジン回転数が3300rpm➡2800rpmになる位置までLニードルを緩めたら中低速域調整は完了です
この時低下した回転数は500rpm、これをリッチダウンと言います
なんでリッチダウン(濃くして回転を落とすの)?
理由は回転数が一番上がった3300rpmは空気とガソリンが理想的に混ざり合い燃焼しているので回転数が上がります
ずっとアイドリングだけしていればコレで問題ないのですが…
チェンソーは木を切る機械、エンジンは常に回転数が上下動、加減速を繰り返します
エンジンは空気とガソリンの混合物(混合気)を吸い込み燃やしています
しかし、空気とガソリンの比重は違います
濃くする理由の一つはこの比重が違う事に起因しています
急加速(急激に)エンジンが混合気を吸い込むと軽い空気はすぐに吸い込まれますが、重いガソリンは少し遅れて吸い込まれます
一時的なガソリン不足でレスポンスが悪くなったり、最悪エンストします
*解決策として加速ポンプを内蔵したキャブレターもあります
アクセルを開けたとき強制的にガソリンを噴射して一時的希薄を予防します
もう一つの理由は空気とガソリンが混ざり合うタイムラグの為
エンジンに吸い込まれる過程の混合気は空気とガソリンの粒の状態
空気とガソリンが完璧に燃焼しきれずに時間切れで排気ポートから出て行ってします事が起きます
やはりこれも出力低下やエンジン不調の原因になります
なのであらかじめ完全燃焼する混合割合より「濃い」状態に調整する必要があるんです
完全燃焼する混合割合を「理論空燃比」
出力が最大になる混合割合を「出力空燃比」といいます
要するに運転時に出力空燃比になるようにセットするんです
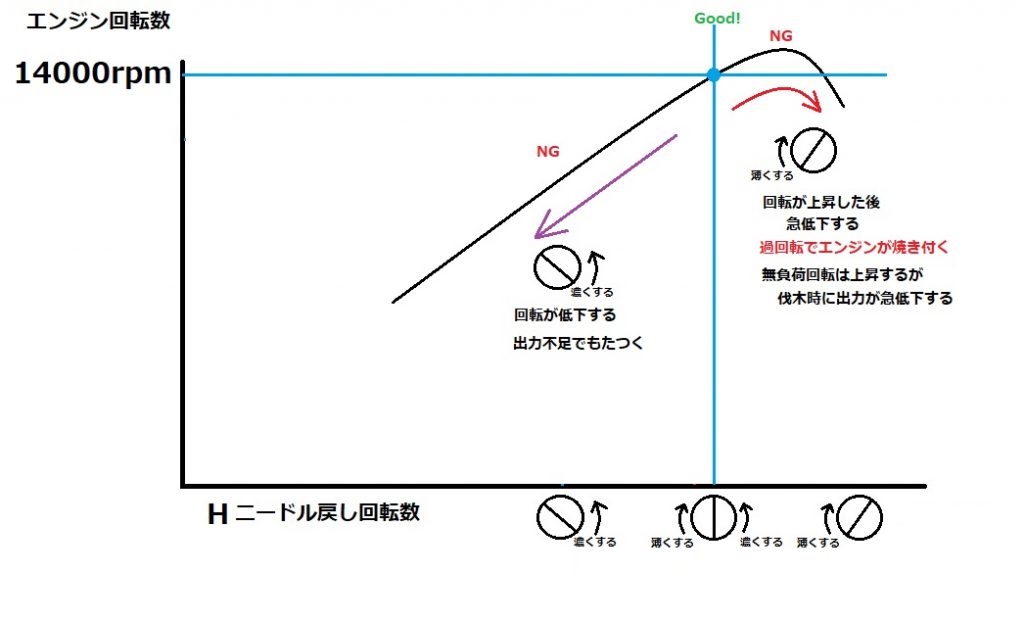
中低速域をLニードルで調整したら次にHニードルで最高回転数の調整を行います
この時にも理論空燃比と出力空燃比の理論が適応されます
MS230Cの基準最高回数は14000rpmです
スロットル全開にした時に14000rpmになる様にHニードルで調整します
Hニードルは理論空燃比より薄く(締める)と回転数は14000rpmより上昇し、さらに締めていくと急激に回転低下を起こしエンストします
この時、回転数上昇とともに燃焼温度も上昇します
結果、エンジンは温度上昇とピストンスピードの上昇で焼き付きリスクが増大
当然、供給する混合油をスクリューで絞っている為潤滑油も不足しますよね
なので、最高回転数の調整は必ずタコメーターで回転数をモニターしながらセットする必要があります
注意して欲しいのは最高回転数=調整で最高回転になる回転数ではないという事です
↑PLOWカスタマーでは普段STIHL純正診断機MDG1を使用し調整しています
*音がでるので注意して下さい
MDG1はM-Tronic診断機ですがアナログ機でも回転計機能は利用できます
デジタルメーターよりアナログ表示とメモリー機能があるので便利
Hニードルがリッチ(濃い)方向にズレているので回転数が上がりません
Hニードルを絞ると空燃比が薄くなり最高回転数を400rpmオーバー
14400rpmまで回ってるのが分かります
「感」に頼った調整はNGです、最大限のパワーを引き出すにはタコメータ必須
で、一番最初に燃料フィルターの交換をお願いしました
燃料フィルターは詰まり始めると急激に燃料通過量が減少します
使てるうちにどんどんHニードルを締めていくの同じ事が起きます
何か最近高回転がパキーンと吹けて調子いいななんて言ってるとイキなり焼き付きます
キャブレターの調整方法は上記の通りです
間違った調整や調整前の機体メンテナンス不足は逆効果になります
逆に正しいメンテナンスと調整を行ったチェンソーは快音とともに爽快な切れ味を体験させてくれます

修理動画のご案内
「修理ブログ」を発展させた、高度な「修理動画」を”Youtube プラウチャンネル”で展開中です。ご自身で修理を行いたい、機械の内部構造を知りたいなど、多くのご要望に対し「修理動画」と言う形でお応えしたいと思います。
◎「修理動画」一覧ページはこちらから。